

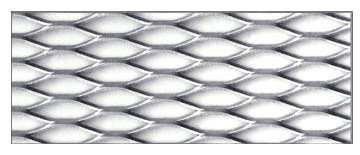
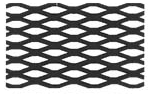
Raised Expanded Metal goes through a process of slitting and stretching metal sheet to form the standard or regular style of expanded metal. The expanded metal now has strands and intersecting strands called bonds forming a sharp angle to the original plane of the solid sheet. This process creates the unique pattern and allows a single sheet of metal to be processed into several sheets of expanded metal.
Metals commonly expanded include but are not limited to…
- Steel-Cold Rolled (CRS)
- Hot Rolled (HRS)
- Electro Galvanized Steel
- Stainless Steel
- Aluminum
- Titanium
- Brass
- Copper
- Expanded Metal Steel



Expanded metal is defined by Type, Class and Grade per ASTM F1267. Type and Class are required when specifying and ordering.
Type I—Expanded
Type II—Expanded and flattened
Class 1—Uncoated.
Class 2—Hot-dip zinc-coated (galvanized).
Class 3—Corrosion-resisting steel.
Grade A—0.0025 in. (0.06 mm) minimum coating thickness.
Grade B—0.0012 in. (0.03 mm) minimum coating thickness.
The illustration to the right shows that the strands and bonds form a sharp angle to the original plane of the solid sheet.
Sheets are expanded in the regular form.
![]()
Style and Listing | Min. Thickness in -inches (A) | Nominal weight in lbs. Per 100-Sq Ft (B) | Design Size - Inches (C) SWD | Design Size - Inches (C) LWD | Design Size - Inches (C) SWO | Design Size - Inches (C) LWO | Strand Size - Inches (C) Width | Strand Size - Inches (C) Thickness | Overall Thickness (Inches) | Number of Diamonds per ft SWD | Number of Diamonds per ft LWD | % Open Area |
STANDARD - Raised) CARBON STEEL - ASTM A1011 | ||||||||||||
1/4" - #20 | .032 | 85 | .250 | 1.00 | .157 | .718 | .072 | .036 | .146 | 48 | 12 | 42 |
1/4" - #18 | .042 | 113 | .250 | 1.00 | .146 | .718 | .072 | .048 | .151 | 48 | 12 | 42 |
1/2" - #20 | .032 | 42 | .500 | 1.20 | .407 | .938 | .072 | .036 | .146 | 24 | 10 | 71 |
1/2" - #18 | .042 | 69 | .500 | 1.20 | .382 | .938 | .088 | .048 | .180 | 24 | 10 | 65 |
1/2" - #16 | .053 | 85 | .500 | 1.20 | .372 | .938 | .087 | .060 | .183 | 24 | 10 | 65 |
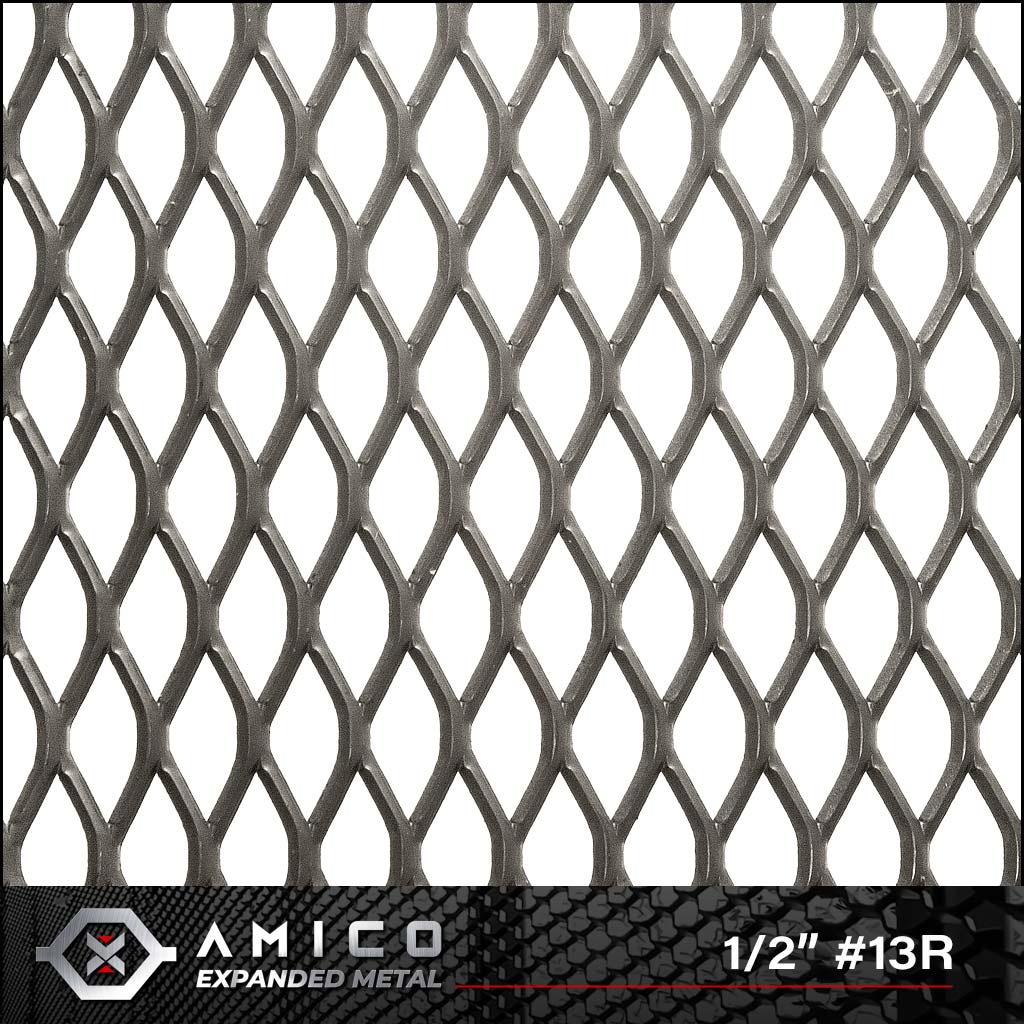
1/2" - #13 | .083 | 141 | .500 | 1.20 | .337 | .938 | .096 | .090 | .212 | 24 | 10 | 62 |
3/4" - #16 | .053 | 54 | .923 | 2.00 | .783 | 1.750 | .101 | .060 | .208 | 13 | 6 | 78 |
3/4" - #13 | .083 | 77 | .923 | 2.00 | .760 | 1.688 | .096 | .090 | .212 | 13 | 6 | 79 |
3/4" - #10 | .083 | 117 | .923 | 2.00 | .718 | 1.625 | .144 | .092 | .300 | 13 | 6 | 69 |
3/4" - #9 | .127 | 178 | .923 | 2.00 | .675 | 1.562 | .150 | .134 | .329 | 13 | 6 | 67 |
1" - #16 | .053 | 43 | 1.00 | 2.40 | .872 | 2.062 | .087 | .060 | .183 | 12 | 5 | 83 |
1 1/2" - #18 | .042 | 20 | 1.33 | 3.00 | 1.229 | 2.625 | .068 | .048 | .144 | 9 | 4 | 90 |
1 1/2" - #16 | .053 | 40 | 1.33 | 3.00 | 1.184 | 2.625 | .108 | .060 | .221 | 9 | 4 | 84 |
1 1/2" - #13 | .083 | 58 | 1.33 | 3.00 | 1.160 | 2.500 | .105 | .090 | .228 | 9 | 4 | 84 |
1 1/2" - #10 | .083 | 76 | 1.33 | 3.00 | 1.132 | 2.500 | .138 | .090 | .288 | 9 | 4 | 79 |
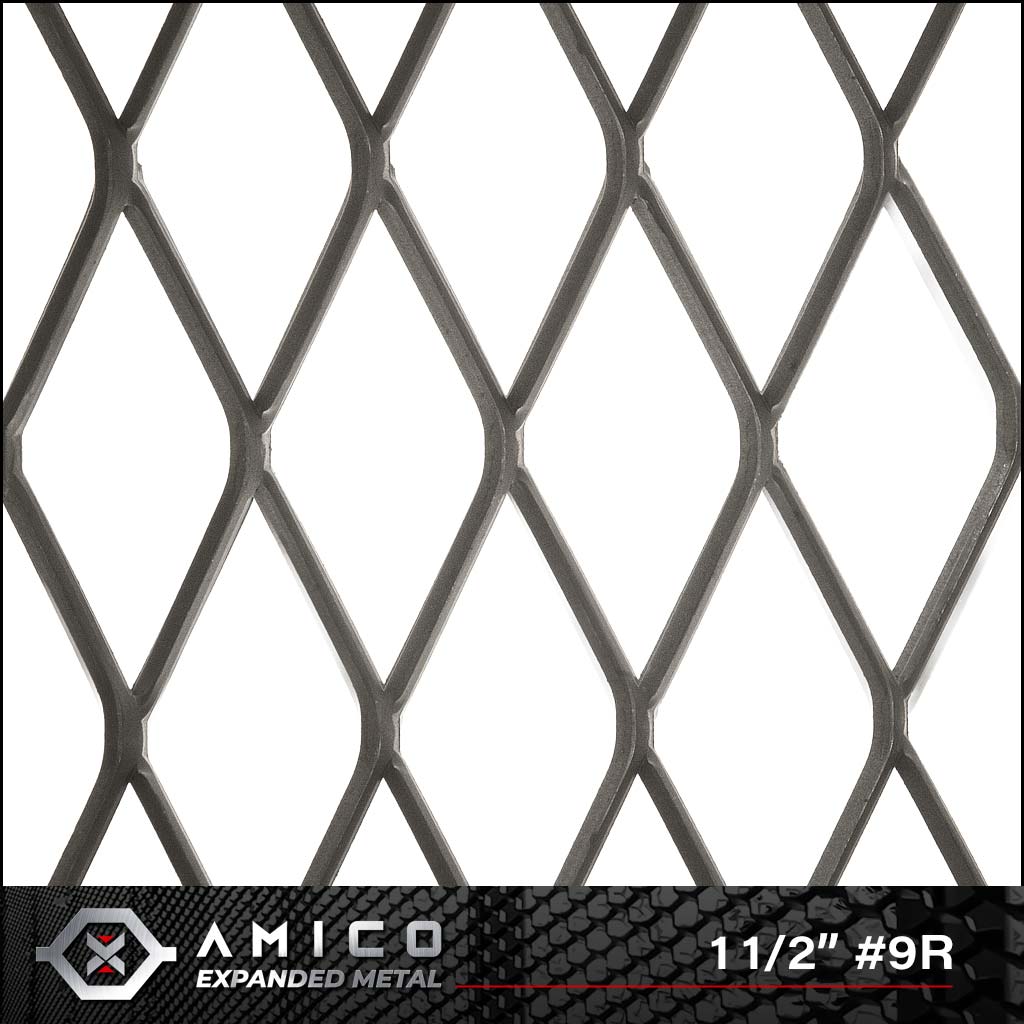
1 1/2" - #9 | .127 | 119 | 1.33 | 3.00 | 1.087 | 2.375 | .144 | .134 | .318 | 9 | 4 | 78 |
1 1/2" - #6 | .184 | 247 | 1.33 | 3.00 | .979 | 2.313 | .203 | .198 | .452 | 9 | 4 | 69 |
2" - #10 | .083 | 65 | 1.85 | 4.00 | 1.630 | 3.438 | .164 | .090 | .335 | 7 | 3 | 82 |
2" - #9 | .127 | 88 | 1.85 | 4.00 | 1.603 | 3.375 | .149 | .134 | .327 | 7 | 3 | 84 |
1/4″ 20R

3/4″ 9R

1/2″ 13R
1-1/2″ 9R
Closed diamonds all four sides. No open diamonds.

Random shear 1 side and 1 end causing open diamonds on 1 side and 1 end.
Random shear 2 sides causing open diamonds on both LWD’s
Random shear 2 LWD sides causing open diamonds on LWD.
Random shear 4 edges causing open diamonds on all 4 sides.
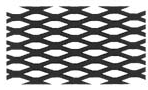
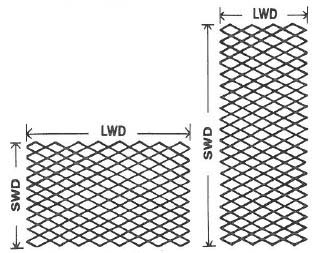
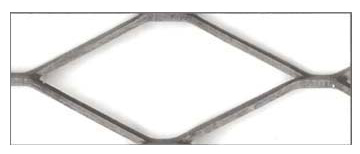
When describing or ordering expanded metal the SWD (Short Way of Diamond) is referenced first and the LWD (Long Way of Diamond) is listed second. The illustration below on the left is standard orientation with the SWD running the short length of the panel.
The illustration on the right shows reverse diamond with the SWD running the long length of the panel.